The cottage cheese stringy effect in 3D printing, often referred to as stringing or oozing, occurs when small, unwanted strands of filament are left between printed features, resembling the texture of cottage cheese. This issue is primarily caused by excess filament extruding from the nozzle during non-printing moves, such as when the nozzle travels between distant points without retracting the filament. Factors contributing to this effect include improper retraction settings, high printing temperatures, low travel speeds, and filament properties like viscosity. Addressing these variables through optimized printer settings and material selection can significantly reduce or eliminate the stringy appearance, improving print quality and surface finish.
| Characteristics | Values |
|---|---|
| Cause | Primarily caused by under-extrusion, where the printer is not extruding enough filament. |
| Symptoms | Stringy, uneven layers resembling cottage cheese texture; poor layer adhesion; gaps between lines. |
| Common Issues | Incorrect filament diameter setting, clogged nozzle, improper extruder calibration, low printing temperature, or high printing speed. |
| Filament Factors | Low-quality filament, moisture absorption in filament, or incorrect filament type for the nozzle temperature. |
| Printer Settings | Incorrect flow rate, retraction settings too high or too low, or incorrect layer height. |
| Nozzle Condition | Partially clogged nozzle, worn-out nozzle, or incorrect nozzle diameter for the filament. |
| Temperature | Printing temperature too low for the filament material, leading to poor melting and extrusion. |
| Speed | Printing speed too high, causing insufficient material deposition and uneven layers. |
| Solutions | Calibrate extruder steps, clean or replace the nozzle, adjust printing temperature and speed, ensure correct filament diameter settings, and dry moisture-affected filament. |
Explore related products






What You'll Learn
- Material Hydration: Excess moisture in filament causes steam, leading to stringy, cottage cheese-like prints during 3D printing
- Temperature Fluctuations: Inconsistent nozzle temperatures melt filament unevenly, creating stringy, clumped textures in prints
- Retraction Settings: Poor retraction causes oozing, resulting in stringy, cottage cheese-like defects in 3D prints
- Nozzle Clogging: Partially clogged nozzles extrude filament unevenly, producing stringy, clumped surfaces in prints
- Layer Adhesion Issues: Weak layer bonding due to improper settings leads to stringy, cottage cheese textures in prints
![]()
Material Hydration: Excess moisture in filament causes steam, leading to stringy, cottage cheese-like prints during 3D printing
Material hydration, specifically excess moisture in the filament, is a common yet often overlooked cause of the cottage cheese-like, stringy effect in 3D printing. When filament absorbs moisture from the environment, it retains this water within its molecular structure. During the printing process, the filament is heated to its extrusion temperature, typically between 190°C and 230°C for materials like PLA or ABS. At these temperatures, the absorbed moisture turns into steam, creating tiny bubbles within the molten plastic. These steam pockets disrupt the smooth flow of the material, leading to inconsistent extrusion and the formation of stringy, uneven layers that resemble cottage cheese.
The issue of material hydration is particularly prevalent with hygroscopic filaments, such as Nylon, PVA, and TPU, which naturally attract and retain moisture from the air. However, even non-hygroscopic materials like PLA can absorb moisture if stored improperly. When this moisture-laden filament is extruded, the steam generated has nowhere to escape, causing the material to expand unpredictably. This expansion results in poor layer adhesion, visible imperfections, and a rough surface finish. To mitigate this, it is crucial to store filaments in airtight containers with desiccant packs to minimize moisture absorption.
Detecting moisture-affected filament is relatively straightforward. If the filament feels brittle or emits a hissing sound during printing, it is likely saturated with moisture. Additionally, visual cues such as bubbling or foaming at the nozzle further confirm the presence of steam. To resolve this issue, the filament must be dried before use. For PLA, preheating the filament in an oven at 50°C for 4–6 hours is effective, while more hygroscopic materials like Nylon may require higher temperatures (80°C–100°C) and longer drying times. Always refer to the manufacturer’s guidelines for specific drying recommendations.
Preventing material hydration begins with proper storage practices. Filament should be stored in a cool, dry environment, ideally with a humidity level below 40%. Using silica gel packets or dedicated filament storage boxes with built-in desiccants can help maintain optimal conditions. For printers with filament runout sensors, using a dry box with a direct feed system ensures the filament remains moisture-free throughout the printing process. Regularly inspecting and replacing desiccant packs is also essential to ensure their effectiveness.
In summary, excess moisture in filament is a significant contributor to the cottage cheese stringy effect in 3D printing. By understanding the role of material hydration and implementing proper storage and drying techniques, users can minimize steam-related issues and achieve smoother, more consistent prints. Addressing this problem not only improves print quality but also extends the lifespan of the filament and reduces material waste.
Cottage Cheese and Constipation: Does It Bind Your Bowels?
You may want to see also
![]()
Temperature Fluctuations: Inconsistent nozzle temperatures melt filament unevenly, creating stringy, clumped textures in prints
Temperature fluctuations during the 3D printing process are a common culprit behind the undesirable "cottage cheese" or stringy effect in printed models. This issue arises when the nozzle temperature is inconsistent, leading to uneven melting of the filament. The extruder nozzle is responsible for heating and extruding the filament, and maintaining a stable temperature is crucial for achieving smooth, uniform layers. When the temperature varies, the filament doesn't melt consistently, resulting in a textured, stringy appearance on the printed surface.
Inconsistent nozzle temperatures can occur due to various reasons. One primary cause is an improperly calibrated printer. If the temperature sensor or the heating element is not functioning accurately, it can lead to temperature swings. For instance, if the nozzle temperature drops below the optimal melting point of the filament, the material may not extrude smoothly, causing it to clump and form strings. Conversely, if the temperature exceeds the recommended range, the filament might become too fluid, leading to excessive oozing and stringing between extrusions.
To address this issue, it is essential to calibrate the printer's temperature settings. Start by ensuring that the temperature sensor is clean and properly attached, as any debris or loose connections can interfere with accurate readings. Then, carefully adjust the temperature settings for the specific filament type being used. Most filaments have recommended temperature ranges, and staying within these limits is crucial for optimal printing. For example, PLA (Polylactic Acid) typically prints well between 190°C and 220°C, while ABS (Acrylonitrile Butadiene Styrene) requires higher temperatures, usually around 220°C to 250°C.
Another effective method to combat temperature fluctuations is to implement a temperature tower test. This involves printing a tower with varying temperature settings, allowing you to visually identify the optimal temperature for your filament. By gradually increasing or decreasing the temperature in small increments, you can pinpoint the range where the filament extrudes smoothly without stringing or clumping. This process helps fine-tune the printer's settings and ensures consistent extrusion.
Additionally, maintaining a consistent printing environment can contribute to temperature stability. External factors like drafts, air conditioning, or even opening the printer's enclosure during printing can cause temperature variations. Using an enclosed printer or adding a simple DIY enclosure can help regulate the temperature, ensuring that the nozzle and the printed model remain at a steady temperature throughout the printing process, thus minimizing the chances of the cottage cheese effect.
Can Dogs Eat Cottage Cheese? A Safe and Healthy Snack Guide
You may want to see also
![]()
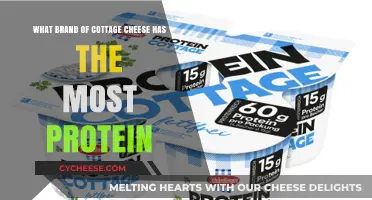
Retraction Settings: Poor retraction causes oozing, resulting in stringy, cottage cheese-like defects in 3D prints
Retraction settings play a critical role in preventing the cottage cheese stringy effect in 3D printing. When retraction is poorly configured, the filament continues to ooze from the nozzle during non-printing moves, leading to stringy artifacts between extruded lines. This oozing occurs because the filament is not fully retracted, allowing molten plastic to leak out and create thin, unwanted strands. These strands, when cooled, resemble the texture of cottage cheese, hence the term "cottage cheese effect." Proper retraction settings are essential to minimize this oozing and ensure clean, precise prints.
The primary retraction parameters to adjust include retraction distance, speed, and timing. Retraction distance refers to how far the filament is pulled back into the extruder during non-printing moves. If the distance is too short, the filament may not retract enough to stop oozing. Conversely, excessive retraction distance can lead to grinding or damage to the filament. Finding the optimal distance—typically between 2mm and 8mm—is crucial for preventing stringing while maintaining smooth filament flow. Retraction speed is another key factor; too slow a speed allows more time for oozing, while too fast a speed can cause undue stress on the extruder mechanism. A balanced speed, often between 20mm/s and 60mm/s, ensures effective retraction without compromising the printer's performance.
Retraction timing is equally important, as it determines when the retraction occurs during the print. Enabling retraction only during travel moves (when the nozzle is not extruding) is standard practice. However, some printers benefit from additional settings like "combing,” which avoids crossing over open spaces where oozing is more noticeable. Additionally, Z-hop can be used in conjunction with retraction to lift the nozzle slightly before traveling, reducing the chances of stringing. These timing adjustments ensure that retraction happens precisely when needed, minimizing the cottage cheese effect.
Material properties also influence the effectiveness of retraction settings. Flexible or high-viscosity filaments, such as TPU, are more prone to oozing and may require more aggressive retraction settings. In contrast, rigid materials like PLA may tolerate milder retraction. Experimenting with retraction distance and speed for specific materials can help fine-tune settings to reduce stringing. Some slicers also offer features like wipe or extra restart distance to further combat oozing by cleaning the nozzle before resuming extrusion.
Lastly, calibration and testing are vital to optimizing retraction settings. Start with conservative settings and gradually adjust them while observing the print quality. Printing a retraction calibration model, such as a bridge or a series of closely spaced lines, can highlight stringing issues. Iteratively tweaking retraction distance, speed, and timing based on these tests will lead to cleaner prints free from the cottage cheese stringy effect. Properly configured retraction settings not only eliminate defects but also improve overall print quality and surface finish.
Is Crowley Cottage Cheese Gluten-Free? A Complete Nutritional Guide
You may want to see also
Explore related products






![]()
Nozzle Clogging: Partially clogged nozzles extrude filament unevenly, producing stringy, clumped surfaces in prints
Nozzle clogging is a common issue in 3D printing that can lead to the undesirable "cottage cheese" or stringy effect on printed surfaces. This problem arises when the nozzle becomes partially clogged, causing the filament to extrude unevenly. Instead of a smooth, consistent flow, the filament is forced through restricted pathways, resulting in irregular extrusion. This inconsistency manifests as stringy, clumped, or rough textures on the print surface, detracting from the overall quality and finish of the model. Understanding the root causes of nozzle clogging is essential for troubleshooting and preventing this issue.
Partially clogged nozzles often occur due to the accumulation of debris, burnt filament, or residual particles within the nozzle opening. Over time, small pieces of filament or contaminants can build up, narrowing the extrusion path. When the nozzle is only partially blocked, the filament is still able to extrude, but it does so in an unpredictable manner. This uneven flow causes the material to stretch or clump as it exits the nozzle, creating the stringy effect. Additionally, temperature inconsistencies or using low-quality filament can exacerbate clogging, as these factors contribute to the degradation and buildup of material inside the nozzle.
To address nozzle clogging, regular maintenance is crucial. One effective method is to perform a "cold pull" or "atomic pull," which involves heating the nozzle to a specific temperature, inserting a flexible filament (like nylon), and then pulling it out while the nozzle is still warm. This process helps remove any debris or clogs from the nozzle. Another preventive measure is to ensure the printing temperature is optimized for the filament type, as incorrect temperatures can cause material to degrade and stick inside the nozzle. Using a nozzle cleaning tool or brush to remove excess material after each print can also minimize the risk of clogging.
In cases where the nozzle is already partially clogged, adjusting printing settings can temporarily mitigate the stringy effect. Reducing the printing speed or increasing the flow rate slightly may help smooth out extrusion, though these are not long-term solutions. It’s important to address the clog directly to restore proper functionality. If the clog persists, the nozzle may need to be replaced, especially if it is severely damaged or worn out. Regularly inspecting the nozzle for signs of wear or buildup can help catch issues early and prevent the cottage cheese effect in prints.
Preventing nozzle clogging begins with using high-quality filament and ensuring the printer is properly calibrated. Filaments with inconsistent diameters or contaminants are more likely to cause clogs. Keeping the printer and its components clean, particularly the nozzle area, is equally important. By adopting these practices and staying vigilant for signs of clogging, users can maintain smooth, even extrusion and avoid the stringy, clumped surfaces associated with partially clogged nozzles. Addressing this issue not only improves print quality but also extends the lifespan of the printer’s components.
Cottage Cheese Post-Fast: Nutritional Benefits and Optimal Timing Explained
You may want to see also
![]()
Layer Adhesion Issues: Weak layer bonding due to improper settings leads to stringy, cottage cheese textures in prints
Layer adhesion issues are a common culprit behind the dreaded "cottage cheese" or stringy texture in 3D prints. This problem arises when successive layers fail to bond properly, resulting in a rough, uneven surface that resembles the curdled dairy product. Weak layer bonding is often a direct consequence of improper printer settings, which can disrupt the delicate balance required for optimal material fusion. When the extruder deposits filament onto the build plate or previous layers, inadequate adhesion prevents the new material from fusing seamlessly, leading to visible gaps, strings, and a generally poor surface finish.
One of the primary settings contributing to weak layer adhesion is incorrect nozzle temperature. If the nozzle is too cold, the filament won't melt sufficiently, causing it to be deposited in a semi-solid state that doesn't bond well with the layer below. Conversely, an excessively hot nozzle can cause the filament to become too fluid, leading to overextrusion and poor layer-to-layer contact. Finding the ideal temperature for your specific filament type is crucial, as different materials have distinct melting points and thermal properties. For instance, PLA typically requires a lower temperature range (190°C to 220°C) compared to ABS, which often needs higher temperatures (220°C to 250°C).
Another critical factor is the printing speed. Printing too quickly can prevent the filament from properly adhering to the previous layer, as there isn't enough time for the material to cool and bond effectively. Slowing down the print speed, especially for the first few layers and when printing intricate details, can significantly improve layer adhesion. Most slicing software allows users to adjust print speeds for different parts of the model, enabling fine-tuning to address adhesion issues without unnecessarily prolonging the entire print job.
Bed adhesion and calibration also play a vital role in ensuring strong layer bonding. If the first layer doesn't adhere well to the build surface, subsequent layers will suffer from poor adhesion throughout the print. Ensuring the bed is level, clean, and set to the correct temperature for the filament being used is essential. For materials like PLA, a bed temperature of 60°C is often sufficient, while ABS may require a heated bed of 100°C to 110°C. Additionally, using adhesion aids such as a glue stick, hairspray, or a build surface like BuildTak can enhance the initial layer's grip, promoting better overall layer bonding.
Lastly, material flow rate and retraction settings can exacerbate or alleviate layer adhesion issues. Overextrusion, caused by an excessive flow rate, can lead to blobs and poor layer contact, while underextrusion results in gaps and weak bonding. Calibrating the extruder steps and ensuring the filament feeds smoothly without grinding can help maintain consistent material flow. Retraction settings, if too aggressive or insufficient, can cause stringing and oozing, which detract from layer adhesion. Fine-tuning retraction distance, speed, and timing can minimize these issues, ensuring cleaner layer transitions and a smoother finish.
In summary, addressing layer adhesion issues requires a systematic approach to optimizing printer settings. By carefully adjusting nozzle temperature, print speed, bed adhesion, and material flow parameters, you can significantly reduce the occurrence of stringy, cottage cheese textures in your prints. Each of these factors interacts with the others, so a holistic approach to calibration and testing is key to achieving strong, consistent layer bonding and high-quality print results.
Is Low-Calorie Cottage Cheese Acidic? Uncovering the pH Truth
You may want to see also
Frequently asked questions
The cottage cheese stringy effect is typically caused by under-extrusion, where the printer is not extruding enough filament. This leads to gaps and inconsistencies in the print, resulting in a rough, stringy appearance resembling cottage cheese.
Improper retraction settings can cause excess filament to ooze from the nozzle during travel moves, creating stringy artifacts. Insufficient retraction or retraction speed can worsen this effect, leading to the cottage cheese-like texture.
Yes, incorrect temperature settings can contribute to this issue. If the nozzle temperature is too low, the filament may not flow properly, causing under-extrusion and stringing. Conversely, too high a temperature can lead to excessive oozing and stringing.
Yes, printing too quickly can exacerbate the cottage cheese effect. High print speeds increase the likelihood of under-extrusion and stringing, as the extruder may struggle to keep up with the demand for filament, resulting in inconsistent layer formation.